 by
by Ada begitu banyak cara menghitung safety stock. Kalau anda googling, anda akan menemukan ratusan cara untuk menghitungnya.
Pertanyaannya, cara mana yang harus anda gunakan? Begitu kan? Karena masing-masing cara tentu ada kelebihan dan kekurangannya.
Nah, pada artikel kali ini, kita akan bahas beberapa cara menghitung safety stock yang bisa anda gunakan, bahkan hanya dengan bantuan Excel saja.
Table of Contents
Definisi safety stock
Kita mulai dengan membahas apa itu safety stock.
Safety stock (atau buffer stock) adalah stock level yang anda siapkan untuk menghindari kekurangan stock akibat kejadian-kejadian yang ngga anda perkirakan sebelumnya. Misalnya, forecast yang ngga sejalan dengan demand aktual, waktu supply yang lebih lama dari yang ditargetkan, dan banyak lagi.
Kenapa anda butuh safety stock?
Ada dua macam ketidakpastian yang membuat anda perlu punya safety stock, yaitu ketidakpastian demand dan lead time.
Ketidakpastian demand
Untuk menjelaskan hal ini, kita akan ambil sebuah contoh.
Misalnya anda punya dua tipe produk yang berbeda, tisu toilet dan payung, di mana masing-masing punya tingkat kestabilan demand yang berbeda pula.
Untuk tisu toilet, demand produk anda sangat stabil. Tapi, lain halnya dengan payung. Demand-nya lebih ngga pasti karena hanya anda bisa menjualnya di musim hujan saja.
Karena perbedaan kestabilan demand itu, anda mungkin akan punya forecast yang lebih akurat untuk produk tisu toilet dibandingkan dengan produk payung.
Karena itu, safety stock untuk produk payung haruslah lebih kuat untuk mengatasi ketidakpastian tersebut.
Ketidakpastian lead time
Kita ambil lagi sebuah contoh.
Anda memproduksi produk anda di Indonesia tapi anda mengimpor komponen-komponennya dari Perancis dan Thailand, misalnya.
Apa resiko yang mungkin timbul yang bisa mengganggu proses produksi anda?
Tepat sekali. Bisa saja terjadi masalah pada lead time produksi atau transportasi, customs clearance, atau penerimaan komponen.
Akibatnya, lead time tiap komponen anda akan berbeda-beda.
Beberapa komponen akan tiba lebih dulu dan beberapa lagi akan lebih lama dibandingkan dengan rata-rata lead time anda.
Anda harus punya safety stock yang bisa mengantisipasi ketidakpastian demand dan lead time ini.
Safety stock dengan EOQ (Economic Order Quantity)
Sebelum masuk ke detail cara menghitung safety stock, ngga ada salahnya kita lihat dulu apa itu Wilson’s formula atau perhitungan EOQ.
Wilson’s formula akan menghitung frekuensi pemesanan dan jumlah yang dipesan untuk mendapatkan angka optimal.
Tapi formula ini ngga mencakup kondisi-kondisi seperti kalau tiba-tiba ada lonjakan permintaan yang ngga anda perhitungkan sebelumnya, misalnya.
Jadi anda harus mengkombinasikan Wilson’s formula ini dengan perhitungan safety stock.
Perhitungan reorder point
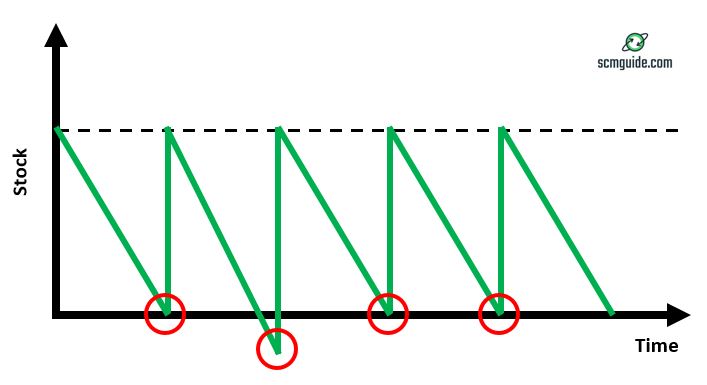
Reorder point timing
Anda punya safety stock. Dan waktu reorder disebut sebagai control point.
Anda ngga melakukan reorder saat anda mencapai safety stock level anda.
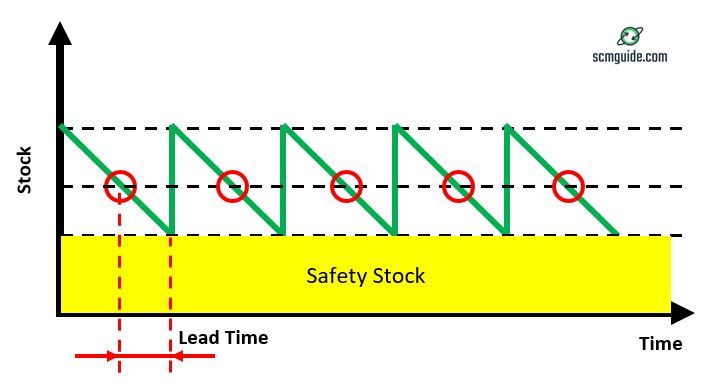
Anda harus melakukan reorder X hari sebelum anda mulai menggunakan safety stock anda.
Contoh, kalau anda punya lead time 10 hari, maka anda akan membuka order 10 hari sebelum stock barang tersebut mencapai safety stock anda.
Jadi, kalau ngga ada kejadian di luar perkiraan, safety stock anda ngga akan digunakan. Jumlahnya akan tetap.
Reorder point = Safety Stock + (Average Sales x Lead Time)
Itu adalah teorinya. Dan di lapangan, anda akan lihat kalau safety stock tersebut bisa meredam masalah yang berkaitan dengan demand atau lead time yang bisa mengurangi service rate atau customer availability rate anda.
Resiko-resiko terkait dengan safety stock
Apa resiko-resiko terkait dengan safety stock?
Kalau anda sampai perlu safety stock, seringkali itu adalah cerminan dari masalah-masalah mendasar yang anda punya, seperti stock management, forecasting, suppliers yang ngga bisa diandalkan, atau masalah produksi dan logistik.
Safety stock, yang juga berarti biaya inventory yang lebih tinggi, sebenarnya akan “menyembunyikan” masalah-masalah yang anda punya tadi.
Jadi, anda juga harus berhati-hati dengan safety stock. Fokuskan juga perhatian anda pada masalah-masalah mendasar yang sudah saya sampaikan sebelumnya. Fokuslah untuk menyeimbangkan service rate, customer availability rate, dan inventory cost anda.
6 cara menghitung safety stock
Sebelum kita masuk ke cara menghitung safety stock yang bisa anda gunakan, saya mau mengingatkan anda juga untuk bergabung dengan scmguide telegram channel supaya anda ngga ketinggalan artikel-artikel bermanfaat lainnya seputar supply chain management.
Oke, kita lanjutkan. Berikut ini adalah 6 cara menghitung safety stock mulai dari yang paling sederhana sampai yang paling kompleks yang bisa anda gunakan.
Formula safety stock dasar
Ini adalah cara menghitung safety stock yang paling dasar. Atau, bisa kita bilang old-fashioned.
Cara menghitung safety stock-nya gampang saja. Anda tinggal menentukan kalau anda perlu safety stock sebanyak X hari dari sales anda.
Contoh, anda punya rata-rata sales 100 unit per hari untuk sebuah produk. Average lead time anda adalah 10 hari. Dan anda ingin punya safety stock sebanyak 5 hari dari rata-rata sales anda.
Jadi, safety stock anda adalah 100 x 5 = 500 unit.
Rumus safety stock-nya:
Safety stock = average sales x safety days
Order point anda adalah safety stock ditambah average sales x lead time, yaitu 500 + (100 x 10) = 1500 unit.
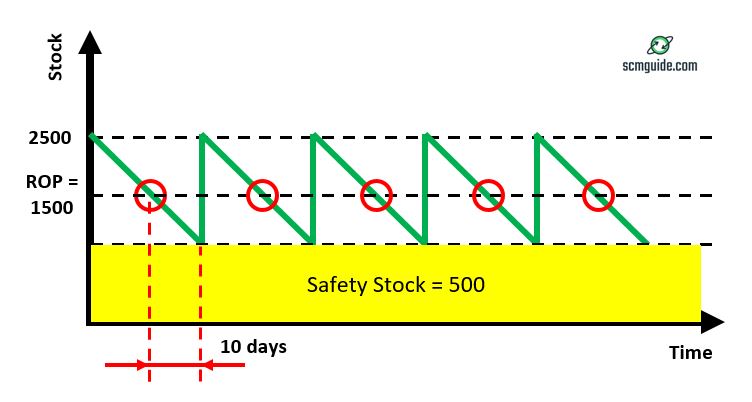
Grafik di atas menggambarkan contoh ini. Anda punya safety stock 500 unit, reorder point 1500 unit. Jadi, saat stock anda tersisa 1500 unit, anda akan buka order sebanyak 2000 unit (dari formula Wilson’s).
Selama 10 hari waktu transit, anda akan menggunakan 1000 unit stock anda, yang akan membuat stock tersisa 500 unit. Dan anda akan menerima 2000 unit yang anda pesan pada poin itu.
Contoh di atas menggambarkan safety stock/reorder point ratio.
Tapi, metode ini adalah metode yang sangat dasar. Angka safety stock-nya akan selalu sama dari waktu ke waktu.
Perhitungannya sendiri bisa dibilang ngga berdasarkan logika. Tapi hanya berdasarkan pengalaman saja setelah beberapa waktu beroperasi.
Kalau anda ingin menggunakan metode ini, kombinasikan juga dengan metode ABC XYZ classification.
Anda juga pasti suka:
Perhitungan Average – Max
Cara menghitung safety stock ini adalah metode “average – max”.
Yang perlu anda lakukan di sini adalah menghitung dengan rumus ini:
Safety stock = (maximum sale x maximum lead time) – (average sale x average lead time)
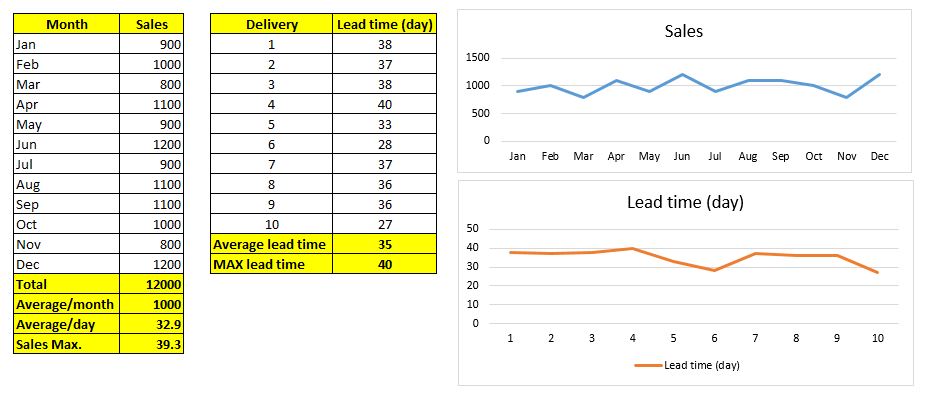
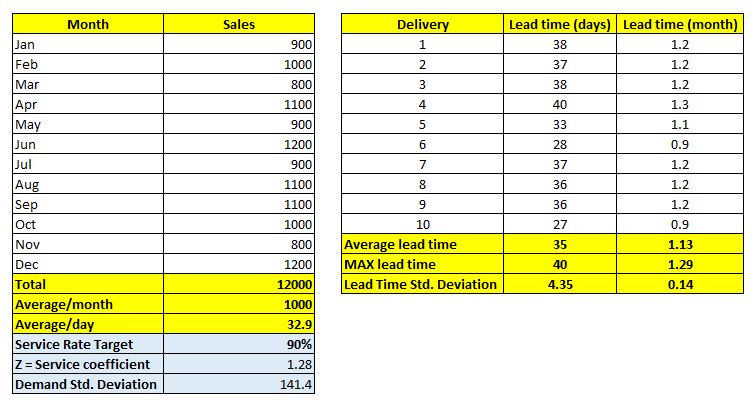
Anda bisa membuat tabel di Excel seperti contoh di atas. Anda punya sales selama 12 bulan, dengan total 12000 unit. Average sales per bulan adalah 1000 unit, atau sekitar 33 unit per hari.
Sales maksimum anda adalah 39.3 units/hari. Caranya cukup dengan mengambil nilai maksimum dari data yang ada menggunakan formula MAX, kemudian dibagi dengan jumlah hari di bulan bersangkutan.
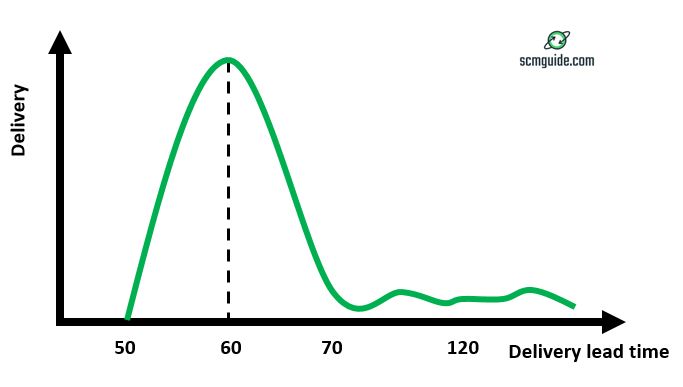
Kemudian, anda punya data 10 pengiriman selama 12 bulan dengan average time-nya adalah 35 hari dan waktu maksimal 40 hari (pengiriman ke-4).
Dengan menggunakan metode ini, anda akan mendapatkan safety stock sebesar 423 unit.
Sedangkan untuk order point, rumusnya selalu sama:
Reorder point = Safety stock + average sale (or average forecast) x average lead time
Hasilnya adalah 1578 units.
Metode ini cukup sederhana kalau anda punya data.
Yang bisa jadi masalah adalah kalau anda punya satu saja lead time yang lama secara ekstrim, misalnya. Itu akan sangat mempengaruhi rumus ini. Begitu pula kalau ada satu saja sales yang angkanya ekstrim. Karena angka MAX-nya jadi sangat besar dibandingkan rata-ratanya.
Untuk mengatasi itu, anda bisa mengantisipasinya dengan membuat lead time dan sales tersebut dalam bentuk persentase. Jadi anda bisa lihat kalau ada data yang ekstrim.
Metode ini juga belum memperhitungkan target service rate berdasarkan tipe produk atau resiko dari produk tersebut. Dan itu akan bisa diatasi dengan metode berikutnya.
Ayo kita lanjutkan.
4 metode dengan distribusi normal
Cara menghitung safety stock di bawah ini akan menggunakan distribusi normal.
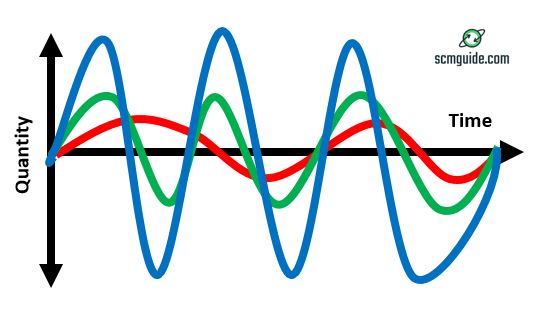
Gampangnya, distribusi normal adalah hukum matematika yang membuatnya mungkin untuk memprediksi probabilitas dari jumlah penjualan tertentu.
Misalnya, kalau anda menjual rata-rata 1000 unit, anda punya kemungkinan lebih besar untuk menjual sekitar 1000 unit dan punya kemungkinan lebih kecil untuk menjual 500 atau 2000 unit.
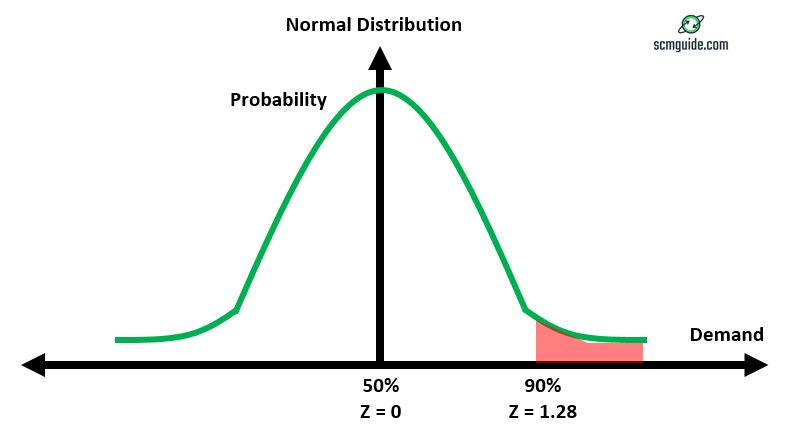
Anda bisa lihat dari gambar di atas kalau distribusinya simetris. Artinya, anda punya kemungkinan lebih kecil menjual di bawah 1000 unit pun begitu dengan kemungkinan menjual di atas 1000 unit di bulan depan.
Distribusi normal ini benar-benar praktis karena anda bisa menentukan service rate yang anda inginkan. Dan itu akan memberi anda safety factor yang akan anda gunakan dalam perhitungan safety stock anda.
Misalnya, kalau anda ingin punya rata-rata service rate 50%, maka anda ngga perlu safety stock.
Kenapa?
Karena anda punya kemungkinan 50/50 untuk menjual lebih atau kurang dibandingkan dengan rata-rata penjualan ada sebelumnya di bulan depan.
Di sisi lain, kalau anda ingin punya service rate 90%, distribusi normal akan memberi anda koefisien pengali 1.28 untuk bisa mencakup 90% dari demand.
Kalau anda menggunakan Excel dan anda menentukan service rate di level 90%, misalnya, anda bisa dengan mudah mendapatkan service coefficient atau koefisien pengali Z.
Caranya?
Anda tinggal menggunakan excel formula NORM.S.INV dengan service rate yang anda tentukan sebagai satu-satunya variabel.
Angka koefisien Z-nya seperti yang ditampilkan di bawah ini.
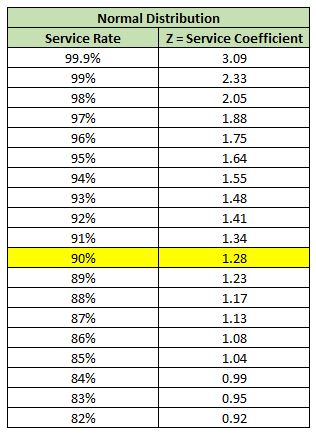
Yang harus anda catat, anda ngga bisa menargetkan service rate 100% karena itu berarti anda harus punya stock yang ngga terbatas. Ngga ada yang bisa benar-benar memastikan 100% apa yang terjadi di masa depan kan?
Oke, sekarang kita punya koefisien service. Selanjutnya, anda bisa menggunakan 4 formula yang berbeda sebagai cara menghitung safety stock berdasarkan distribusi normal.
Nah, sekarang lihat data di bawah ini. Kita akan menggunakan data ini untuk 4 cara menghitung safety stock menggunakan distribusi normal.
Catatan: Gunakan satuan yang sama dalam perhitungan anda.
Hati-hati. Pastikan anda menggunakan satuan yang sama dalam perhitungan anda, entah itu dalam hari, minggu, atau bulan.
Untuk contoh berikut, kita akan menggunakan satuan bulan. Karena sales-nya dalam satuan bulanan.
Metode distribusi normal dengan ketidakpastian demand
Rumus yang digunakan:
Safety stock = Z x Demand Standard Deviation x sqrt(Average LT)
Untuk mendapatkan standar deviasi dari demand, anda harus menggunakan formula standar deviasi untuk seluruh bulan. Juga untuk menghitung akar kuadrat dari average lead time (pada contoh ini didapat angka 1.13 bulan).
Dengan formula safety stock di atas, kita akan mendapatkan safety stock sebanyak 193 unit.
Reorder point-nya akan selalu sama:
Safety Stock + Average sale x Average time = 1322 unit
Gunakan metode ini saat ketidakpastian hanya terjadi pada demand, sedangkan lead time-nya cenderung stabil dan bisa diprediksi.
Metode distribusi normal dengan lead time yang ngga pasti
Perhitungan safety stock-nya akan seperti ini:
Safety stock = Z x average sales x lead time standard deviation
Gunakan rumus ini kalau yang ngga pasti adalah lead time-nya, sedangkan demand-nya bisa anda andalkan akurasi forecast-nya.
Dengan lead time yang ngga pasti, semakin ngga stabil lead time anda, maka akan semakin besar pula standar deviasinya.
Hasil perhitungan menggunakan rumus ini, anda mendapatkan safety stock yang lebih rendah, yaitu 180 unit karena pada contoh ini variasi waktunya kecil.
Anda juga pasti suka:
- 7 Cara Efektif Mencapai 100% On Time Delivery
- 8 Cara Paling Efektif Mengurangi Supply Chain Lead Time
Metode distribusi normal dengan demand yang ngga pasti dan lead time yang independen
Formula berikutnya yang menggunakan distribusi normal, anda punya ketidakpastian demand dan juga lead time. Dan masing-masing berdiri sendiri-sendiri, ngga saling mempengaruhi.
Contohnya, untuk produk payung pada bagian atas, lead time-nya ngga mempengaruhi demand.
Maka, anda bisa menghitung menggunakan rumus:
Safety stock = Z x sqrt((Average LT x (Demand Standard Deviation)2 + (Average sales x lead time standard deviation)2)
Hasilnya, anda akan mendapatkan safety stock sebanyak 263 unit. Safety stock menjadi penting karena sudah memperhitungkan ketidakpastian lead time dan sales.
Metode distribusi normal dengan demand yang ngga pasti dan lead time yang dependen
Kalau anda mempertimbangkan demand dan lead time-nya dependen, yaitu lead time mempengaruhi ketidakpastian demand dan sebaliknya, anda bisa menggunakan formula ini yang menjumlahkan safety stock di metode distribusi normal 1 dan 2 di atas. Hasil adalah 377 unit dengan menggunakan data yang sama.
Rumusnya:
Safety stock = (Z x demand standard deviation x sqrt(average LT)) + (Z x average sales x lead time standard deviation)
Metode ini memperhitungkan ketidakpastian lead time yang bisa mempengaruhi sales dan sebaliknya. Akibatnya, safety stock yang dibutuhkan semakin besar. Metode ini ekstrim, jadi ngga dianjurkan.
Secara umum, formula distribusi normal 1 banyak digunakan. Tapi, kalau anda punya masalah seperti produksi dan lead time yang ngga pasti, anda bisa menggunakan metode 3.
Keterbatasan distribusi normal pada safety stock anda
Cara menghitung safety stock dengan distribusi normal juga punya keterbatasan. Ayo kita lihat.
- Kenyataannya, ngga semua demand akan punya kecenderungan seperti hukum matematika ini. Misalnya, pada angka sales yang sangat rendah, kecenderungan yang sama ngga diperhitungkan.
- Kedua, safety factor Z ngga seasonal, jadi kalau anda punya produk dengan seasonality yang kuat, metode ini jadi ngga sepenuhnya ideal.
- Anda akan meremehkan kasus ekstrim. Misalnya, kalau anda punya masalah produksi selama 3 bulan, itu akan ngga diperhitungkan dalam metode normal distribution karena akan selalu menganggap kecil kemungkinannya untuk terjadi.
- Kasus ekstrim seperti poin di atas biasanya akan membuat ketidakpercayaan. Kita sering melihat adanya kenaikan parameter. Misal, sebuah perusahaan yang ingin punya service rate 90% malah jadi menetapkannya di level 99% karena ngga percaya dengan hukum matematika ini.
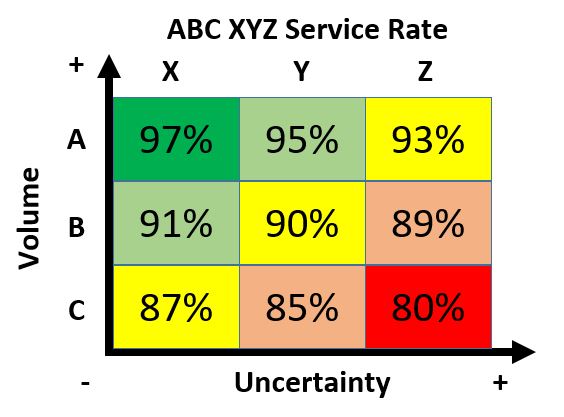
Anda bisa menggunakan service rate yang sudah ditargetkan berdasarkan ABC classification, atau akan lebih baik lagi ABC XYZ classification di mana XYZ akan mewakili ketidakpastian.
Cara lain menghitung safety stock
Sebetulnya, ada banyak lagi cara lainnya untuk menghitung safety stock, seperti:
- Binomial Distribution
- Poisson Distribution
- McKinsey Method
- Dan lain-lain
Hanya saja untuk mengaplikasikan metode tersebut, anda membutuhkan bahkan lebih banyak lagi parameter dan data yang bisa dipertanggungjawabkan.
Jadi, kali ini kita hanya akan membahas 6 cara menghitung safety stock seperti yang sudah disampaikan di atas saja.
Bagaimana memilih cara menghitung safety stock yang sesuai kebutuhan?
Yang paling penting adalah kualitas data yang anda punya. Dan tentu saja seberapa stabil angka sales dan lead time anda.
Kalau anda punya sales yang rendah, anda bisa pakai metode 2 “medium max”.
Kalau anda punya sales yang lebih tinggi, gunakan metode 3 dengan ketidakpastian hanya pada demand.
Tapi, kalau ketidakpastian lead time anda juga tinggi, anda bisa menggunakan metode 5.
7 tips untuk safety stock anda
Untuk menyimpulkan bahasan kita kali ini, ada 8 tips yang bisa anda gunakan untuk mengoptimalkan safety stock anda:
- Pertama, hindari angka safety stock yang fix. Masalahnya, saat anda menetapkan angka yang fix sebagai safety stock anda, misal 1000 unit, sales akan fluktuatif tapi safety stock anda ngga. Jadi, penting untuk punya formula yang dinamis untuk safety stock anda.
- Review safety stock anda secara reguler (pakai aturan 80/20 sudah cukup) untuk memastikan ngga ada inkonsistensi.
- Fokuskan pada kualitas forecast anda. Tingkatkan akurasi forecast anda. Itu akan lebih baik daripada meningkatkan safety stock yang anda punya.
- Cobalah untuk menstabilkan demand. Dengan membatasi promosi atau produk baru, misalnya.
- Bimbing supplier anda dan manufacturing untuk mendapatkan kestabilan lead time. Tuntutlah mereka untuk punya lead time yang stabil daripada harus meningkatkan lagi safety lead time anda.
- Akan sangat ideal kalau anda bisa mengurangi lead time anda untuk menurunkan safety stock, yang berarti juga total stock anda.
- Ingat, solusi terbaik untuk safety stock adalah dengan menggunakan machine learning dan artificial intelligence sehingga anda bisa mengoptimalkan stock dan forecast anda.
Semoga bermanfaat!
”Kalau anda pikir artikel ini bermanfaat, bagikan juga ke rekan-rekan anda lainnya dan gabung dengan scmguide telegram channel untuk mendapatkan artikel bermanfaat lainnya dari blog ini.”


